


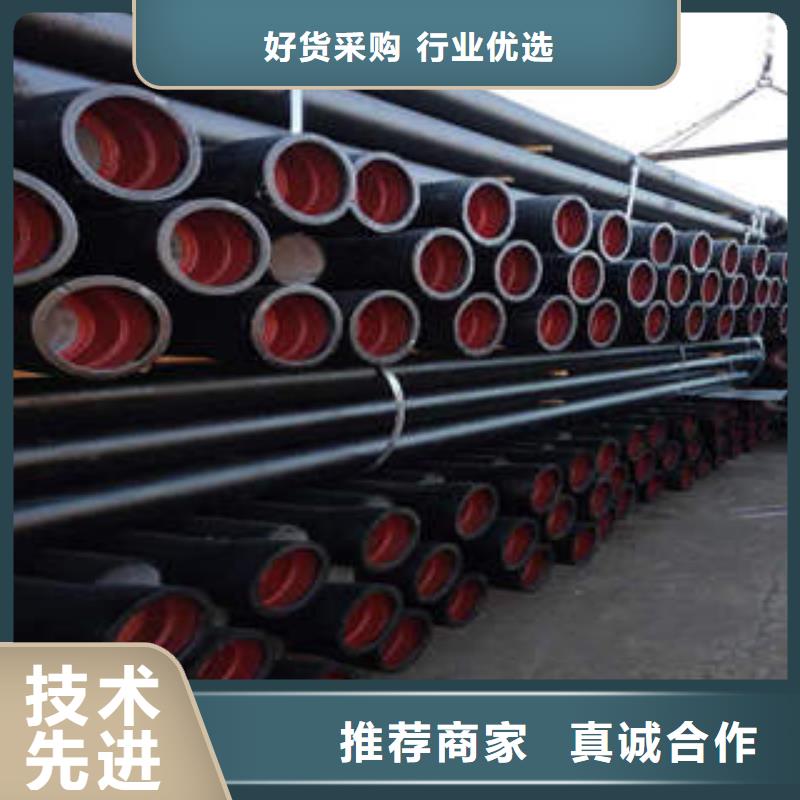

不要满足于简单的文字描述,点击我们的球墨铸铁管,承插式球墨铸铁给水管现货满足大量采购产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:球墨铸铁管,承插式球墨铸铁给水管现货满足大量采购的图文介绍

合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为-℃,出口温度为0-℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0-0mm直径为-mm点与点边缘间距为0-0mm。 控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S<00%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在-%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在00-00%,以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹重皮夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。青岛球墨铸铁管应用在在大部分市政应用领域,如:水盐水蒸汽等,青岛球墨铸铁管的耐腐蚀性和抗氧化性都超过铸钢。球墨铸铁管虽然具有良好的抗腐蚀的性能,但在使用球墨铸铁管中我们常常会看到球墨铸铁管需要做沥青漆涂层,这层涂层何作用。


把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



轻料抵达风口后组织休风,处置风口。在K下将该钢坯热锻成直径0mm的圆钢,并从圆钢的中心截取各种试样,进行模仿操控铸造试验 在试验过程中,查询了加工条件对硬度和强度的影响,球墨铸铁管研讨了能取得更高强度的低温加工条件和加工软质部用的高温加工条件。 在如今的工业污水管件选择上,绝大多数都是球墨铸铁管。这主要是球墨铸铁管具有很好的抵抗外力的情况,而且球墨铸铁管的防腐性一直比较优异,不仅如此,现在球墨铸铁管在水电站引水管等领域也发挥出了很好的效果。 当然,球墨铸铁管也可能会因为搬运或者改装时出现大力磕碰等问题,这些原因很可能会引发球墨铸铁管的渗漏现象,这就会对水管的水压造成很大影响,那么,该怎么补救呢?通常情况下球墨铸铁管不会出现漏水的情况的,但是万一出现了怎么办?下面就来说一下解决办法: 采用铸铁焊条进行焊接修补。 在大部分人不用水的时间,将有裂纹及渗漏水的地方打磨干净,用环氧树脂涂抹在有裂纹的地方,然后用白纱带或者玻璃丝带包裹一层,然后再涂抹一层环氧树脂,即可修补好。

我公司常年生产销售:(天津) 本地 天津球墨铸铁管。以质量求生存,以信誉求发展,愿新老客户前来洽谈合作。
公司以良好的信誉、优质的产品、雄厚的实力、低廉的享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。


